Introducing Woodpecker
Přepni jazyk na: CZ
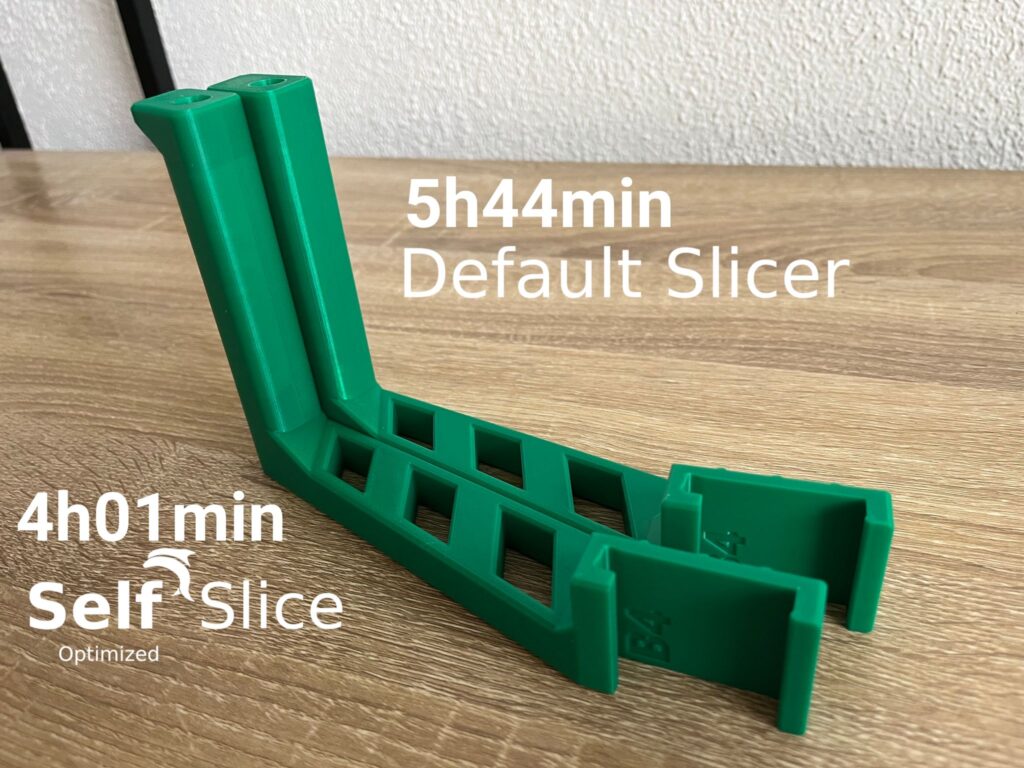
Woodpecker is an extension for Slicer, where you upload a .3mf file with the final print settings. The software then automatically exports g-code using PrusaSlicer and then optimizes the printing process and sends an optimized G-code, which you can directly use for printing. The optimization method does not affect the quality and preserves the printer’s movement speeds. It simply reduces the printing time by printing only half the number of internal segments, including internal perimeters. It’s similar to driving at the same speed but taking a 40% shorter route.
The new method of print-time optimization
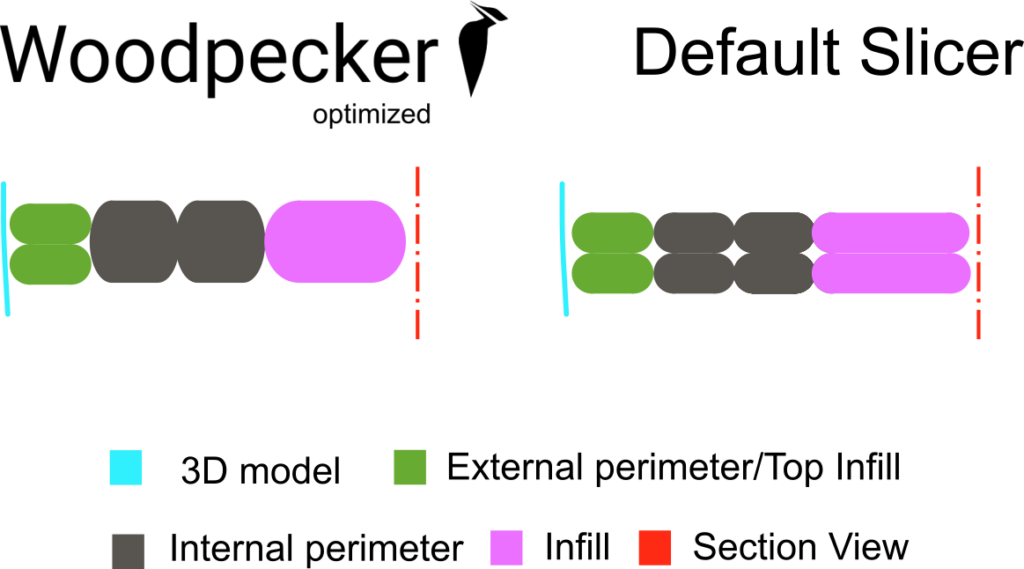
In 3D printing, it is common practice to print the entire object using a single layer height. However, Woodpecker changes this rule by printing the interior of the object with twice the layer height compared to the rest. The method used by Woodpecker increases the height of all internal segments (internal perimeters, infill, and other printing segments) that are not visible once the print is completed. Only one outer perimeter, or “one outline,” remains at a fine level of detail. This approach is inspired by the ancient Egyptians, who understood that when constructing a large object such as a pyramid, they could use small and delicate stone blocks for the outer surface while using tall and coarse stone blocks for the interior. The visual difference from the outside is negligible, but the construction time is significantly reduced.
Two layers of printed model – comparison
Almost invisible impact on Quality
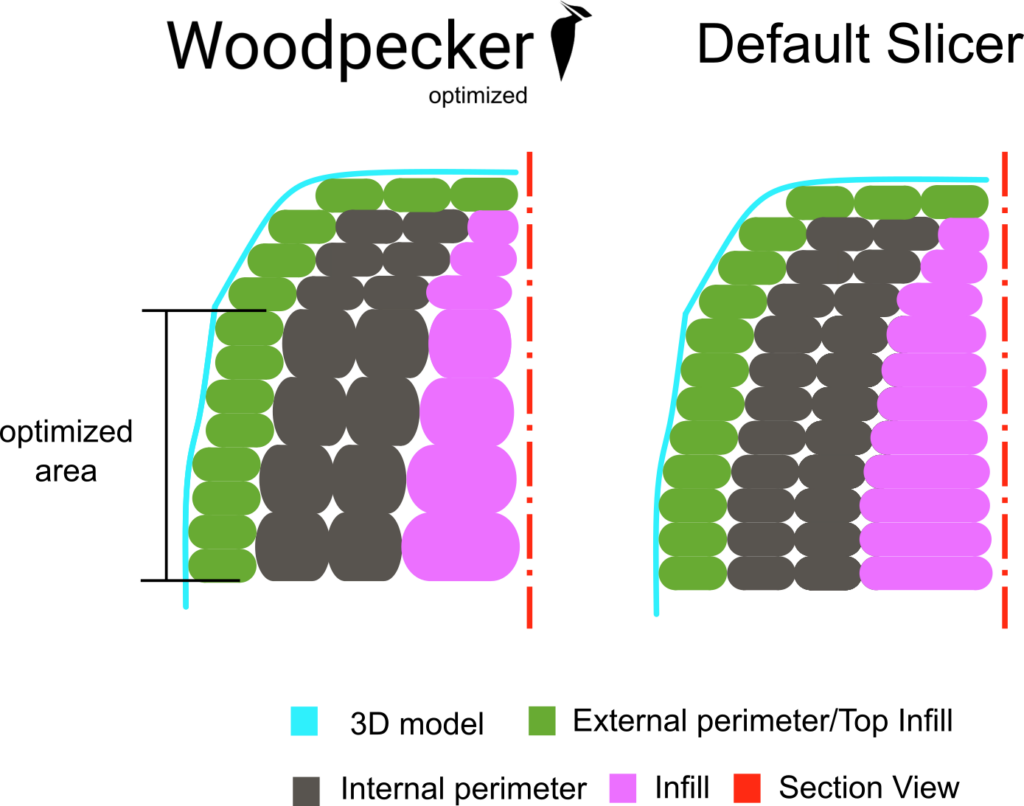
First and foremost, Woodpecker does not optimize the entire height of the printed object. If there are areas within the object that require detailed printing (identified by an intelligent automatic algorithm), those layers are not optimized. Therefore, the print combines optimized regions with non-optimized ones. However, both types of areas have the same height for the external perimeter.
If a given printing layer is optimized, it will have two external perimeters on the surface at a fine layer height, and one internal perimeter at a coarse layer height. Woodpecker optimizes smartly by merging consecutive layers with a small difference in height, where a slight step might be noticeable on the surface. These layers are combined into one, with two external perimeters on the surface. Due to the small difference between the layers, the distinction is hardly visible.
The height of the layer for the external perimeter remains the same in both optimized and non-optimized areas. With the presence of both optimized and non-optimized areas within the print, it becomes challenging to distinguish between an optimized object and a non-optimized one. However, the significant time savings achieved through optimization are clearly evident.
Optimized g.code
What happens when I upload .3mf file?
The virtual machine running PrusaSlicer exports a .3mf file to G-code. Subsequently, the G-code is automatically optimized by Woodpecker. If there are no issues during the G-code export and subsequent optimization, Woodpecker will send you an email with information about the amount of time saved. The email will also include payment details. Once you make the payment, Woodpecker will send an email with the optimized G-code as an attachment.