Představujeme Woodpecker
Switch language to: EN
Woodpecker je vylepšení Sliceru, kde nahrajete .3mf soubor s finálním tiskovým nastavením. Woodpecker poté automaticky vytvoří g-kód pomocí PrusaSliceru a následně optimalizuje tiskový proces a odešle optimalizovaný g-kód. Tento g-kód poté použijete pro 3D tisk. Metoda optimalizace neovlivňuje kvalitu a zachovává rychlosti pohybu tiskárny. Jednoduše zkracuje dobu tisku tím, že tiskne pouze polovinu počtu vnitřních segmentů (spolu s interními perimetry), ale 2x vyšší výškou vrstvy. Princip úspory času je stejný, jako kdybyste jeli autem stejnou rychlostí, ale o 40% kratší trasou
Světově unikátní metoda optimalizace tisku
Ve 3D tisku je běžnou praxí tisknout celý objekt s použitím jedné výšky vrstvy. Avšak Woodpecker mění toto pravidlo tím, že vnitřek objektu tiskne dvojnásobnou výškou vrstvy než jak tiskne vnější viditelnou část. Metoda používaná Woodpeckerem zvyšuje výšku všech vnitřních segmentů (vnitřní perimetry, výplně a další tiskové segmenty), které nejsou viditelné po dokončení tisku. Zachovává se jemný pouze jeden vnější perimetr, neboli “jedna čára” s jemnými detaily. Tento přístup je inspirován starověkými Egypťany. Při stavbě pyramidy dovnitř dali velké kamenné kvádry, a poté na povrch pyramidy použili jemné vybroušené kvádry. Vizuálně se objekt jeví jako postavený z malých kvádrů, ale doba stavby je výrazně kratší.
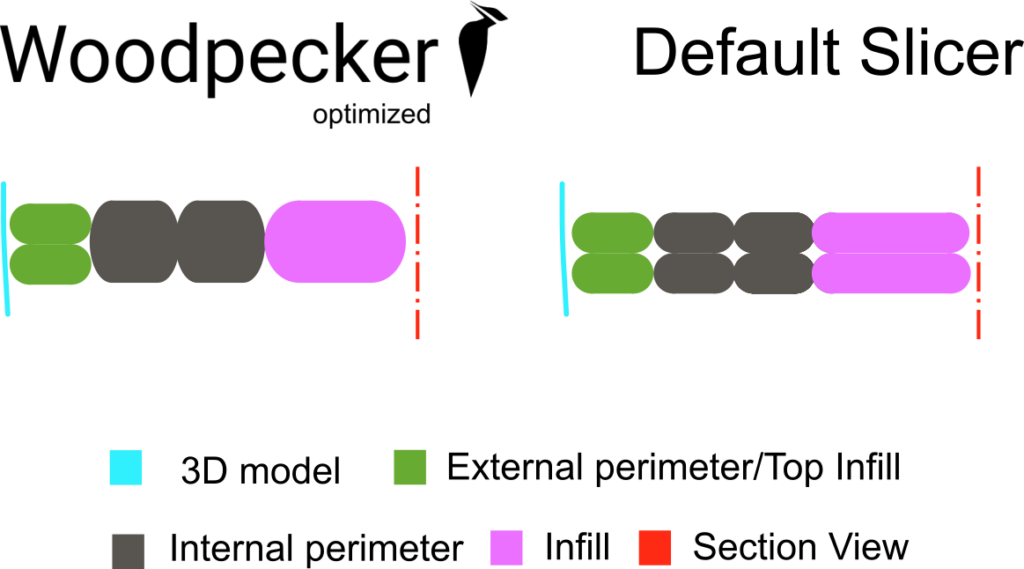
Porovnání dvou tištěných vrstev
Téměr nerozpoznatelný vliv na kvalitu
Především, Woodpecker neoptimalizuje celou výšku tišteného objektu. Pokud jsou v objektu oblasti, které vyžadují detailní tisk (identifikované evolučním inteligentním algoritmem), tyto vrstvy nejsou optimalizovány. Tisk tedy kombinuje optimalizované oblasti s neoptimalizovanými. Nicméně, zvnějšku mají oba typy oblastí stejnou výšku vrstvy, proto od sebe vizuálně nejdou rozeznat.
Pokud je daná vrstva tisku optimalizovaná, na povrchu bude mít dva externí perimetry s jemnou výškou vrstvy a uvnitř jednu vrstvu ostatních tiskových segmentů. Woodpecker optimalizuje inteligentně spojením po sobě jdoucích vrstev s malým rozdílem “schodovitosti”. Tyto dvě vrstvy jsou sloučeny do vrstvy jedné se dvěma externími perimetry na povrchu. Díky malé změně povrchu je rozdíl téměř nerozeznatelný.
Výška vrstvy pro vnější obvod zůstává stejná jak v optimalizovaných, tak neoptimalizovaných oblastech. S přítomností jak optimalizovaných, tak neoptimalizovaných oblastí v rámci tisku je obtížné rozlišit mezi optimalizovaným a neoptimalizovaným objektem. Nicméně, co je viditelné jasně, je výrazná úspora doby tisku.
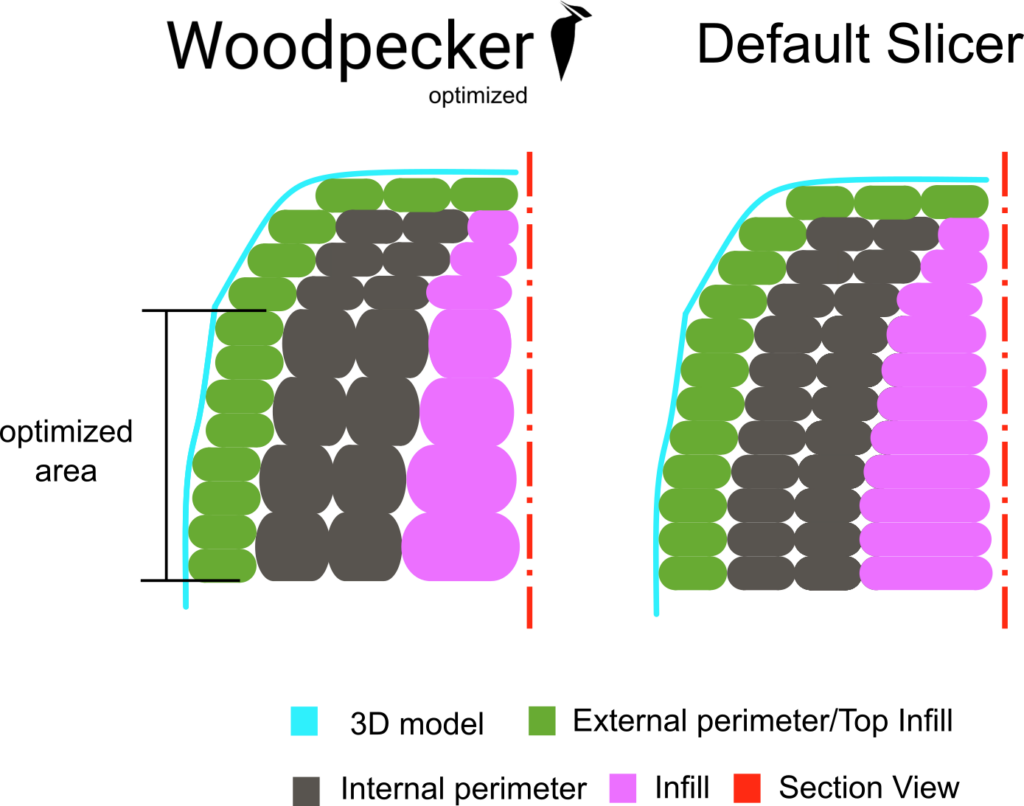
Optimalizovaný a neoptimalizovaný g-kód – řez
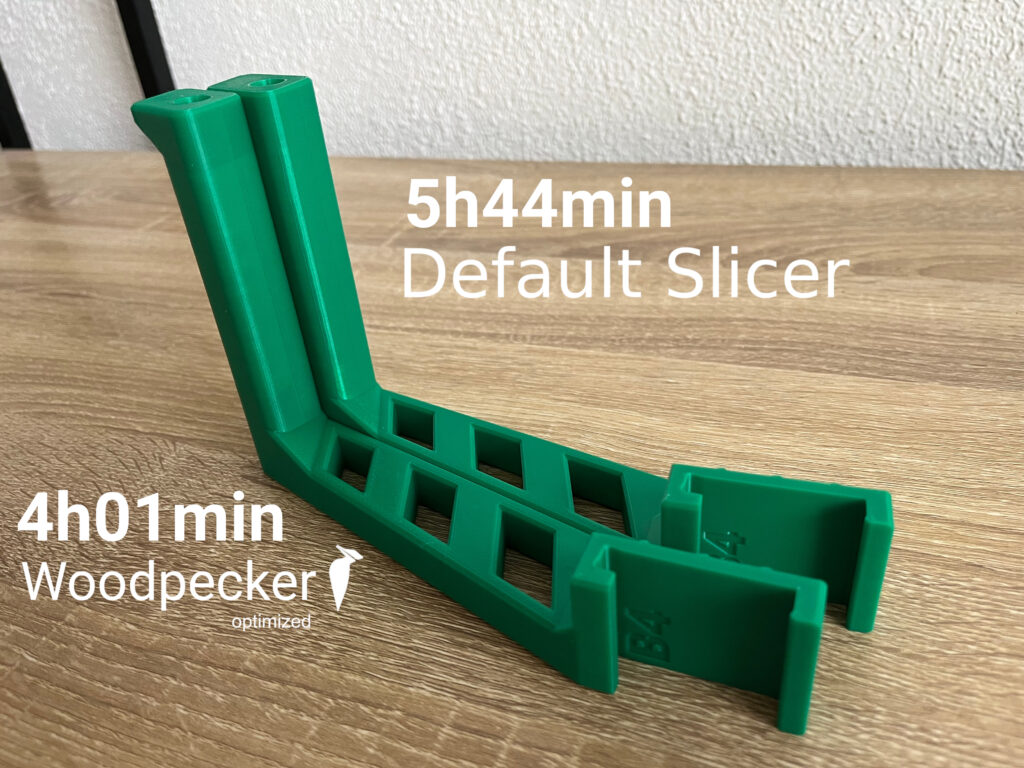
Optimalizovaný a neoptimalizovaný g-kód – foto
Co se děje s mým .3mf souborem?
Virtuální stroj, na kterém běží PrusaSlicer, převede .3mf soubor na g-kód. Následně je g-kód automaticky optimalizován Woodpeckerem. Pokud nedojde k žádným problémům během exportu g-kódu a následné optimalizaci, Woodpecker zašle e-mail s informacemi o uspořeném čase. V e-mailu budou také uvedeny platební údaje. Jakmile provedete platbu, Woodpecker zašle optimalizovaný g-kód jako přílohu.